Pharmaceutical companies face an unprecedented challenge: 73% report struggling with data integration across manufacturing systems, while regulatory pressures demand perfect compliance [3]. The solution to that problem is Pharma 4.0 – the digital transformation that’s reshaping how medicines reach patients worldwide.
Key takeaways:
- Pharma 4.0 = Digital transformation integrating AI, automation, and data across manufacturing
- Solves industry-wide data integration challenges (affecting 73% of pharma companies)
- Delivers significant operational improvements – reduced errors and improved consistency.
- Built on five core technologies: AI, IoT sensors, digital twins, robotics, and electronic records.
- Proven success stories (incl. Takeda and Gentech) demonstrate measurable safety and efficiency gains.
- Follows a structured six-stage roadmap with quick ROI (18-24 months) through adoption.
What exactly is pharma 4.0?
Pharma 4.0 represents the pharmaceutical industry’s strategic adoption of Industry 4.0 principles. Those include integrating cyber-physical systems, advanced analytics, and automated processes throughout the entire drug lifecycle. Pharma 4.0 creates intelligent, interconnected manufacturing environments where real-time data drives every decision from molecule to market [1]. That stands in contrast to traditional pharmaceutical manufacturing that relies on paper-based systems and manual oversight
This transformation extends beyond simple digitization. Pharma 4.0 establishes a comprehensive ecosystem where artificial intelligence analyzes all business aspects. That includes processes such as:
- Analyzing manufacturing patterns.
- Internet of Things (IoT) sensors monitor critical process parameters continuously.
- Digital twins simulate production scenarios before implementation.
Why this evolution matters for the industry?
Traditional manufacturing approaches struggle under increasing regulatory complexity, and growing demand for personalized medicines. That leads to higher development costs. Pharma 4.0 addresses these challenges head-on. It creates what researchers call “smart pharmaceutical manufacturing systems” that adapt dynamically to changing conditions [2].
Consider the recent FDA guidance on continuous manufacturing. It was a direct response to industry needs for more flexible, efficient production methods. Pharma 4.0 enables this shift by providing the technological foundation for continuous monitoring and adaptive manufacturing processes.
Source: Uriti, S. V. (2025). A Review on Progress and Potential of Machine Learning and AI in Pharmaceutical Development. Journal of Pharma Insights and Research, 3(2), 019-030. [4]
Related example:
BGO Software has witnessed this transformation firsthand. We are helping pharmaceutical companies navigate the complex integration of digital technologies with existing GMP requirements.
Core Concepts of Pharma 4.0
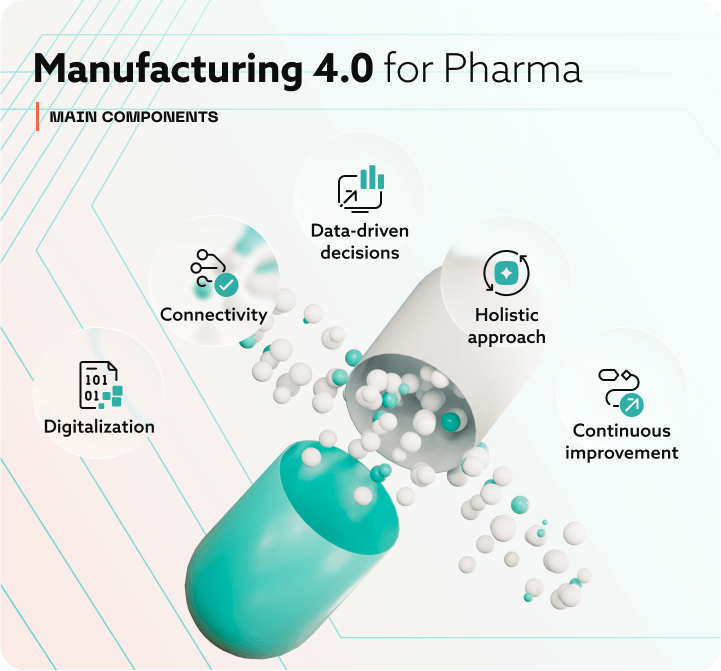
Digitalization
Pharma 4.0 eliminates paper-based documentation through comprehensive electronic systems. Electronic batch records replace manual documentation. Digital workflows automate approval processes. This can reduce human error by up to 85%. It also creates audit trails that satisfy the most stringent regulatory requirements [3].
Connectivity
Manufacturing systems communicate seamlessly across the entire value chain. Supervisory Control and Data Acquisition (SCADA) systems integrate with laboratory information management systems. That means supply chain data flows directly into production planning algorithms. This connectivity leads to a “holistic process understanding” – complete visibility from raw material receipt to final product distribution.
Data-driven decisions
Machine learning algorithms identify optimal process parameters. Meanwhile, predictive models anticipate equipment maintenance needs. Pharmaceutical companies report that data-driven decision-making reduces deviation investigations. The ultimate result is an increase to success rates in pharmaceutical development from 10-12% to 25-30%. [4]
Holistic approach
Pharma 4.0 integrates traditionally siloed departments into cohesive operational units. Quality assurance collaborates with manufacturing through shared digital platforms. Regulatory affairs, on the other hand, accesses real-time production data for compliance reporting.
Continuous improvement
Digital technology enables perpetual optimization through automated feedback loops. Process analytical technology provides instant quality measurements and digital twin simulations test improvement scenarios. All of that without production disruption. The result is manufacturing processes that evolve continuously toward optimal performance.
Key technologies: the building blocks of Pharma 4.0
Artificial intelligence and machine learning
Artificial Intelligence (AI) systems analyze vast datasets to optimize pharmaceutical manufacturing processes in ways previously impossible. Machine learning algorithms process spectroscopic data to predict product quality before batch completion. Neural networks also identify subtle correlations between environmental conditions and production outcomes. Recent implementations show AI reducing batch-to-batch variability by 30% while maintaining strict quality standards [1].
Industrial internet of things (IIoT)
Smart sensors embedded throughout manufacturing equipment create comprehensive monitoring networks. Temperature, pressure, humidity, and chemical composition sensors generate continuous data streams that feed into centralized analytics platforms.
Digital twin software
Virtual replicas of manufacturing processes allow pharmaceutical engineers to test scenarios without risking actual production. Digital twins simulate the impact of parameter changes. They predict equipment behavior under different conditions and optimize process settings for maximum efficiency.
Robotics and automation
Collaborative robots handle repetitive tasks with precision that exceeds human capabilities. Automated dispensing systems ensure accurate raw material additions. Robotic packaging lines, on their part, maintain sterile conditions throughout product handling.
Electronic batch records (EBRs)
Digital documentation systems replace traditional paper records with dynamic, interactive platforms. EBRs integrate with manufacturing equipment to capture process data automatically, and built-in approval workflows ensure compliance with regulatory requirements
Benefits of Pharma 4.0 & impact for every stakeholder
For pharmaceutical executives
Pharma 4.0 delivers measurable operational improvements that directly impact profitability.
- Manufacturing costs decrease through optimized resource utilization
- Accelerated development timelines improve time-to-market for new products.
- Risk mitigation becomes more effective through enhanced visibility and predictive analytics, protecting both revenue streams and corporate reputation.
For manufacturing operations managers
Digital transformation eliminates many traditional pain points in pharmaceutical production.
- Merrick has proven that predictive maintenance can reduce unplanned downtime by 20%.
- Automated quality control systems catch deviations before they impact batch integrity.
- Real-time visibility into all manufacturing processes enables proactive management rather than reactive problem-solving.
For quality assurance & regulatory professionals
Pharma 4.0 simplifies compliance through automated documentation and continuous monitoring.
- Digital systems maintain complete audit trails automatically.
- Real-time analytics provide early warning of potential quality issues.
- Regulatory submissions become more robust with comprehensive data that supports every manufacturing decision and process change.
For patients
The ultimate beneficiaries of Pharma 4.0 receive safer, more effective medications produced with unprecedented consistency.
- Advanced analytics enable personalized medicine approaches,
- Improved pharmaceutical supply chain visibility reduces drug shortages.
- Quality improvements translate directly into better therapeutic outcomes and enhanced patient safety.
Challenges & solutions: A practical guide to implementation
High initial investment
The financial commitment required for Pharma 4.0 implementation can seem daunting (especially for mid-sized pharmaceutical companies). However, successful implementations demonstrate clear ROI within 18-24 months. Those results are thanks to reduced operational costs and improved productivity. Phased implementation strategies allow companies to spread costs and still realize incremental benefits throughout the transformation process.
Organizational transformation
Cultural change often presents the greatest implementation challenge. Manufacturing teams accustomed to traditional methods require comprehensive training and change management support. Successful companies establish cross-functional teams that champion digital transformation.
Regulatory compliance
Pharmaceutical regulations weren’t designed for digital manufacturing environments. This naturally creates implementation complexities. Fortunately, regulatory agencies increasingly support digital approaches for proper validation and documentation. Working with experienced implementation partners ensures compliance and maximizes technological benefits.
Data privacy & security
Pharmaceutical data requires the highest levels of protection. This is particularly important in the implementation of connected systems. Comprehensive cybersecurity frameworks ( encryption, access controls, monitoring systems) protect sensitive information and can still allow for Pharma 4.0 connectivity.
The Pharma 4.0 implementation roadmap

Successful Pharma 4.0 transformation follows a structured progression through six distinct maturity stages. Each builds upon the previous to create increasingly sophisticated manufacturing capabilities.
Stage 1: Computerization
- Replace paper-based batch records with electronic systems
- Implement basic SCADA systems for equipment monitoring
- Digitize standard operating procedures and work instructions
- Establish foundational cybersecurity protocols
Stage 2: Connectivity
- Integrate manufacturing execution systems with laboratory information management systems
- Connect production equipment to centralized data collection platforms
- Establish real-time data flows between quality control and manufacturing
- Implement automated data transfer protocols to eliminate manual entry
Stage 3: Visibility
- Deploy advanced analytics dashboards for real-time process monitoring
- Create comprehensive KPI tracking across all manufacturing operations
- Implement process analytical technology for continuous quality assessment
- Establish automated alerting systems for deviation detection
Stage 4: Transparency
- Enable predictive analytics capabilities using historical manufacturing data
- Implement digital twin technology for process simulation and optimization
- Create cross-functional data sharing platforms for enhanced collaboration
- Develop automated reporting systems for regulatory compliance
Stage 5: Intelligence
- Deploy AI systems for automatic process optimization and control
- Implement machine learning algorithms for predictive maintenance
- Create adaptive quality control systems that adjust parameters automatically
- Establish intelligent supply chain management with demand forecasting
Stage 6: Adaptability
- Achieve fully autonomous manufacturing systems with self-optimization capabilities
- Implement dynamic resource allocation based on real-time demand
- Create adaptive production scheduling that responds to supply chain disruptions
- Establish continuous learning systems that improve performance over time
Most pharmaceutical companies currently operate between the connectivity and visibility stages, with significant opportunities for advancement through strategic technology implementation and organizational change management.
Real-world case study snapshots
Pharma 4.0 is not a theoretical concept anymore. Leading manufacturers already deploy it at scale, with measurable results. Two award-winning facilities demonstrate how digital transformation reshapes production and quality in practice.
Takeda – TaSiVa Facility, Singen, Germany
Takeda’s dengue vaccine site in Singen was designed as a next-generation smart facility, integrating Pharma 4.0 concepts from the ground up.
Challenge
The production of a live-attenuated vaccine required strict cold-chain handling, high levels of automation, and end-to-end system connectivity. Traditional setups could not provide the level of reliability and transparency needed.
Objective
Takeda aimed to build a fully digital plant with horizontal and vertical integration. The goal was to guarantee product quality and secure data-driven oversight of critical processes.
Solution
The facility deployed an Enterprise Data Backbone linking electronic batch records, warehouse management, and manufacturing execution systems. Autonomous mobile robots created a closed material flow. AI modules supported dosing and visual inspection, and the VR training center simulated cleanroom conditions. A digital control tower consolidated performance data in real time.
Outcome
Takeda realized higher safety and product quality and improved productivity, setting a benchmark for vaccine production. The project earned ISPE’s 2022 Facility of the Year Award in the Pharma 4.0 category.
Genentech – Clinical Supply Center, South San Francisco
Genentech’s Clinical Supply Center illustrates how modular design and digitalization accelerate clinical supply while advancing sustainability.
Challenge
Biologics for clinical trials require rapid turnaround and the ability to adjust production scale with minimal delay. Conventional facilities lacked the flexibility to support such dynamic pipelines.
Objective
The company sought to create a digital-first site that combined modular construction with automation. The goals were to ensure adaptability, efficiency, and compliance within a compressed timeline.
Solution
The 78,000 ft² facility applied many Pharma 4.0 methods:
- Single-use technologies were deployed in closed processing.
- Digital twins optimized processes.
- Robotics were used for automated handling.
- Paperless validation accelerated commissioning.
- VR training reduced operator learning curves.
- Sustainability measures aligned the project with LEED Gold standards.
Outcome
Genentech completed the facility in only 19 months (far faster than traditional builds). It achieved operational flexibility for both single batches and multi-run campaigns. The site set a new reference point for agile, sustainable manufacturing and was awarded ISPE’s 2023 Pharma 4.0 recognition.
Partnering for a patient-centric future
Pharma 4.0 represents a fundamental reimagining of how pharmaceutical companies serve patients. The integration of digital technologies creates manufacturing environments that are more responsive, efficient, and reliable than ever before.
Success requires strategic partnerships with providers who understand both pharmaceutical regulations and digital transformation complexities. BGO Software combines deep pharmaceutical industry knowledge with cutting-edge digital capabilities. Those can help companies navigate the Pharma 4.0 journey – maintaining compliance and achieving operational excellence.
The future of pharmaceutical manufacturing is digital, connected, and intelligent. Companies that embrace Pharma 4.0 principles today will lead tomorrow’s industry and deliver better outcomes for patients worldwide.
Frequently Asked Questions (FAQ)
How does blockchain benefit drug traceability?
Blockchain creates immutable records of pharmaceutical products throughout the supply chain. They prevent counterfeiting and enable rapid recalls. Each transaction is cryptographically secured and cannot be altered.
What role does IoT play in cold chain logistics?
IoT sensors monitor temperature, humidity, and location continuously during pharmaceutical transport. Real-time alerts notify logistics teams immediately when conditions deviate from acceptable ranges.
How can machine learning improve clinical trials?
Machine learning algorithms analyze patient data to identify optimal trial participants, predict adverse events, and optimize dosing protocols. This reduces trial duration by up to 30% and improves safety monitoring and regulatory compliance.
What are the challenges in pharma data integration?
Legacy systems often use incompatible data formats, while regulatory requirements demand validated interfaces between systems. Successful integration requires careful mapping of data flows, validation of all connections, and comprehensive change control procedures.
How does digital twin technology aid drug development?
Digital twins simulate biological processes and manufacturing conditions virtually. They allow researchers to test hypotheses without physical experiments. This accelerates development timelines and reduces costs and risks associated with traditional trial-and-error approaches.
Resources
- [1] Barenji, R. V., Akdag, Y., Yet, B., & Oner, L. (2019). Cyber-physical-based PAT (CPbPAT) framework for Pharma 4.0. International Journal of Pharmaceutics, 567, 118445.
- [2] Mastrantonas, A., Kokkas, P., Chatzopoulos, A., Papoutsidakis, M., Stergiou, C., Vairis, A., & Kanetaki, Z. (2024). Identifying the effects of Industry 4.0 in the pharmaceutical sector: achieving the sustainable development goals. Discover Sustainability, 5(1), 460.
- [3] Steinwandter, V., Borchert, D., & Herwig, C. (2019). Data science tools and applications on the way to Pharma 4.0. Drug Discovery Today, 24(9), 1795-1805.
- [4] Uriti, S. V. (2025). A Review on Progress and Potential of Machine Learning and AI in Pharmaceutical Development. Journal of Pharma Insights and Research, 3(2), 019-030.

Healthcare business analyst with expertise in marketing and business development, and holds an MPharm degree. He specialises in creating and executing communication strategies that make digital health solutions and pharmaceutical technologies clear, accessible, and resonation for their audiences.